Autor
David Fehrenbach

David ist Geschäftsführer von preML und schreibt über technologie- und geschäftsbezogene Themen im Bereich Computer Vision und maschinelles Lernen.
Für alle, die sich mit den Themen Machine Vision und automatische Inspektion auseinandersetzen und Lösungen in diesem Bereich suchen, liegt der Vorteil von Anomalie-Detektionsalgorithmen auf der Hand: einfach zu bedienen, günstig, unkompliziert.
Natürlich ist es nicht die Allheilslösung der Bildverarbeitung, aber wer traditionelle Bildverarbeitungsprojekte kennt, für den klingt Anomalie-Detektion wie ein Cheatcode.
Algorithmen können ab 10 “Normalbildern” erstellt werden, man kann ohne Fehler Beispiele starten, man hat 3 Schritte bis zum fertigen Modell, und wirklich jeder, der in der Lage ist, ein E-Mail-Postfach zu bedienen, sollte auch in der Lage sein, ein Modell zu trainieren.
Seit dem letzten Jahr haben wir unsere Umgebung für die Erstellung von Anomalie-Detektionsalgorithmen (preML Vision Lab) öffentlich und kostenlos zugänglich auf unserer Website gestellt. Seitdem haben wir unterschiedlichste Anwendungsfälle begleitet, und in diesem Artikel stelle ich einige vor, die auf der Plattform bearbeitet wurden:

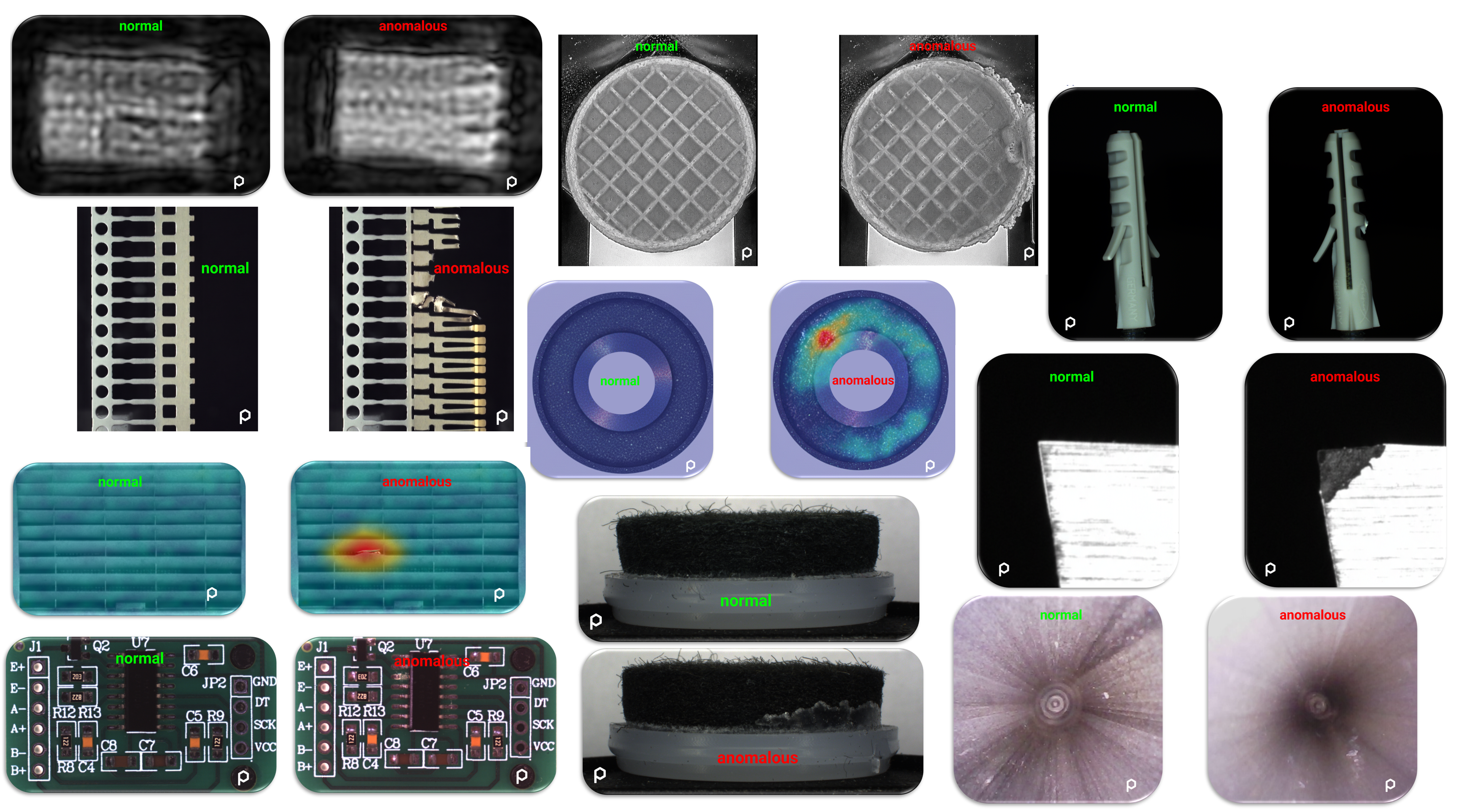
Media 1: Die 10 Anwendungsfälle aus diesem Artikel
Hinweis: Aus Gründen der Vertraulichkeit wurden einige Bilder in diesem Post mithilfe von KI nachgeneriert. Wir haben aber darauf geachtet, dass der Charakter des Anwendungsfalls dabei erhalten bleibt.
#1 Überspritzung in der Spritzgussproduktion
Überspritzung ist ein klassisches Fehlerbild, das in der Spritzgussproduktion vorkommt. Im spezifischen Fall wird ein Einlegeteil vom Kunststoff umschlossen, und eine saubere Trennung zwischen den Materialien ist natürlich erwünscht. In diesem Kundendatensatz konnten wir eine Performance von 98,5 % erreichen. In der Praxis bedeutet das: Von 1.000 geprüften Teilen werden lediglich 15 Stück falsch klassifiziert, ein enormer Hebel zur Entlastung der manuellen Sichtprüfung.
Bild 1: Überspritzung in der Spritzgussfertigung
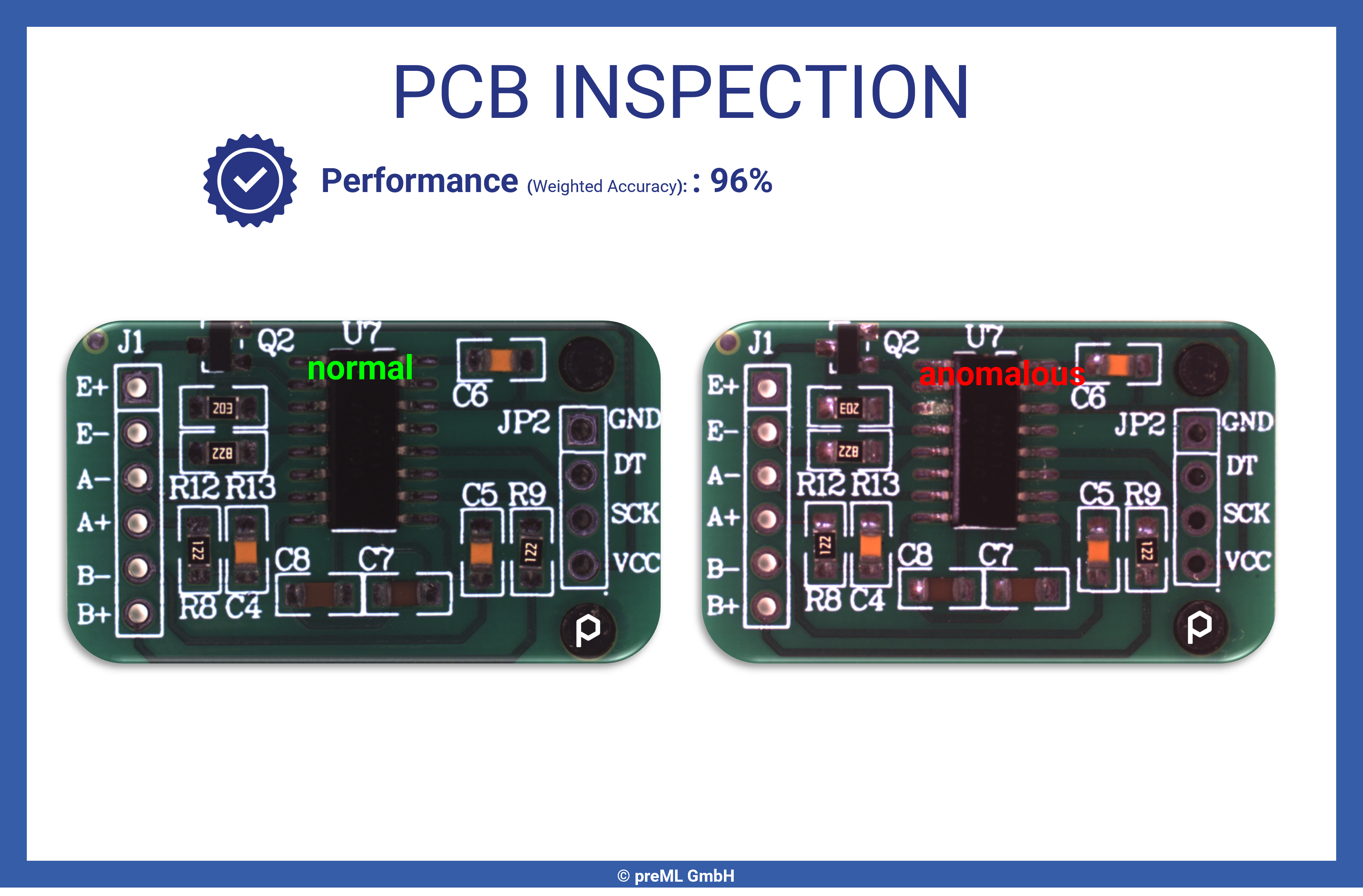
#2 Platinen-Inspektion bei kleinen Stückzahlen
Die automatisierte optische Inspektion (AOI) ist bei großen Serien Standard. Doch bei kleinen Stückzahlen oder hoher Varianz pro Platine lohnen sich klassische AOI-Systeme schlicht nicht, weshalb wir auch zunehmend Anfragen aus diesem Bereich erhalten. In einem Kundenprojekt haben wir eine PCB-Inspektion realisiert, die selbst bei kleinen Chargen wirtschaftlich ist, und konnten dabei eine Performance von 96 % erzielen. Die besondere Herausforderung lag darin, sehr kleine Bauteile im Verhältnis zum Gesamtbild sauber zu erkennen und so menschliche Prüfer gezielt bei der Identifikation systematischer Abweichungen zu unterstützen.
Bild 2: Fehlende Lötverbidungen und Bauteile müssen erkannt werden
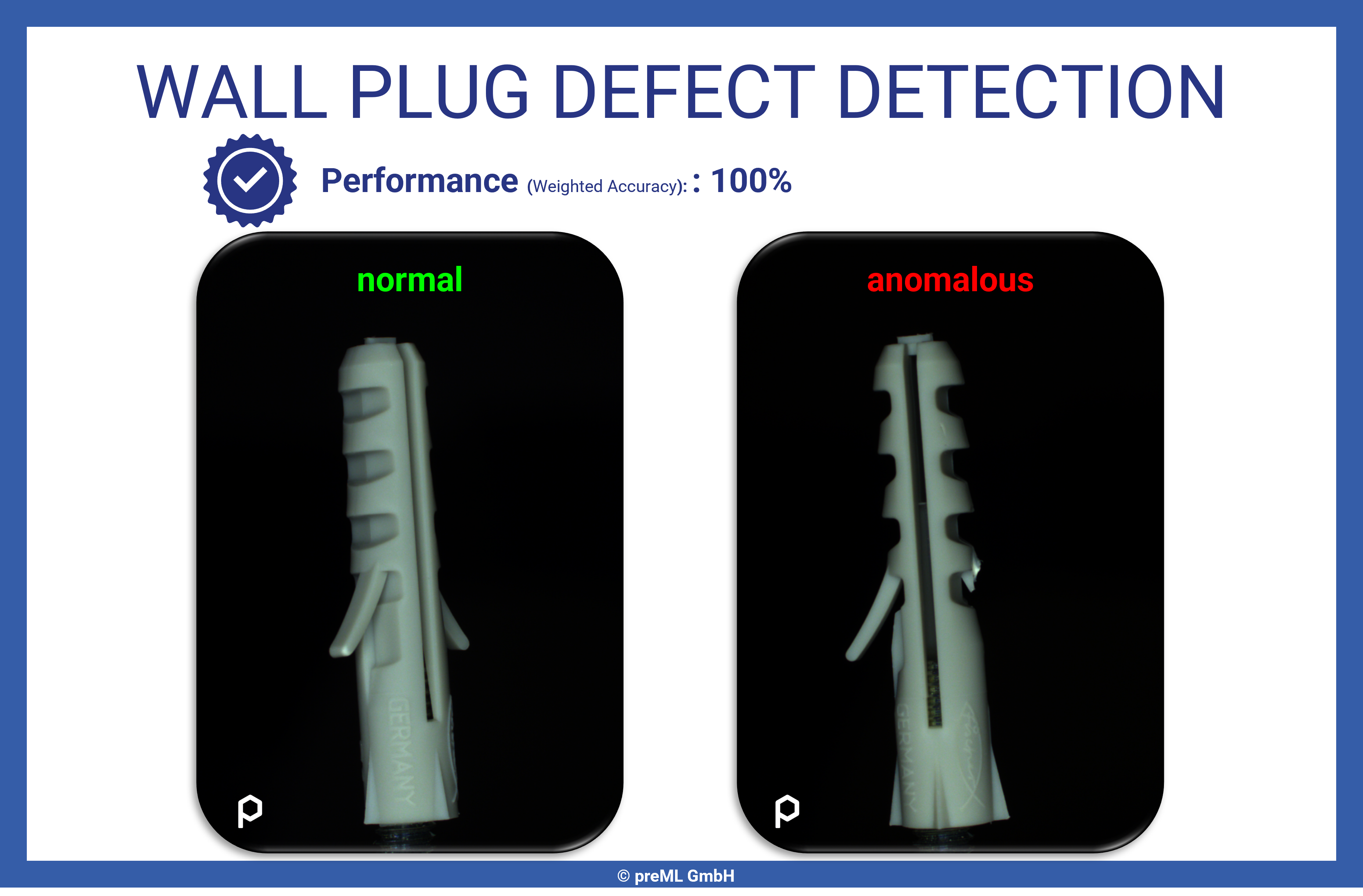
#3 Defekterkennung an Kunststoffbauteilen
Hier geht es darum, Abweichungen und Defekte an Bauteilen zuverlässig zu erkennen. Zur Illustration nutzen wir den Datensatz „Wall Plug“, der intern aufgenommen wurde und auch auf Vision Lab im Demo-Account zum Ausprobieren verfügbar ist. Da Teile in der Zuführung häufig rotiert ankommen, muss das Modell verstehen, dass eine Drehung „normal“ ist, ein Riss oder Materialfehler hingegen nicht. Bei diesem Datensatz erreichen wir eine 100 %ige Fehlersicherheit, selbst bei Rotation der Bauteile.
Bild 3: Dieser Datensatz ist von preML aufgenommen worden und ist in jedem kostenlosen Demo-Account auf Vision Lab verfügbar.
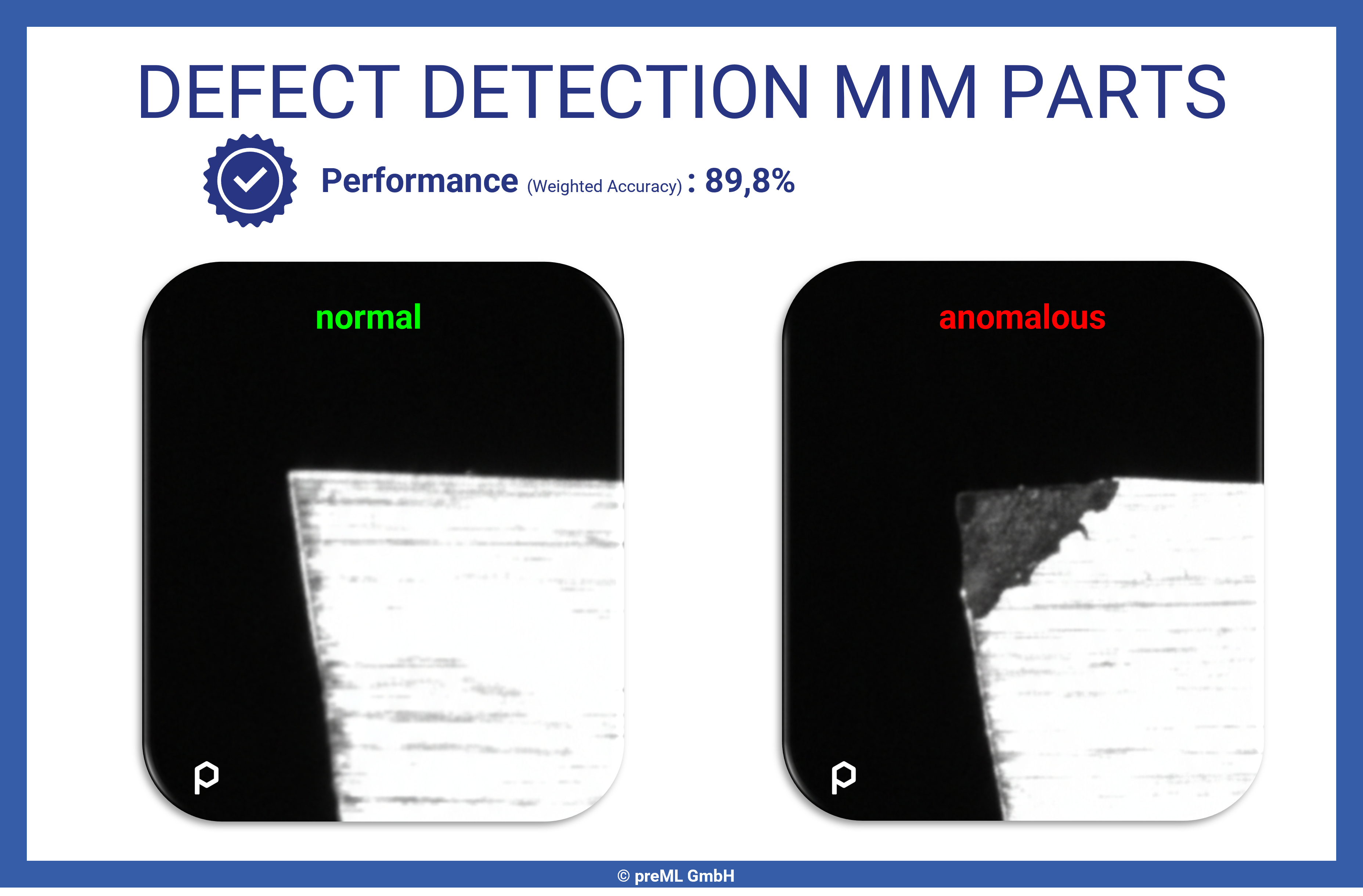
#4 Qualitätsprüfung von MIM-Bauteilen
Im Fokus dieses Projekts standen mikroskopische Bilder, stark spiegelnde Oberflächen und mehrere hochkritische Prüfbereiche. Die geprüften Teile werden im Metal Injection Molding (MIM)-Verfahren hergestellt: Metallpulver wird mit einem Binder gemischt, in Form gespritzt und anschließend gesintert. MIM-Bauteile kommen unter anderem in der Medizintechnik, Automobilindustrie und Feinmechanik zum Einsatz, entsprechend hoch sind die Anforderungen an die Qualität. Für unseren Kunden war es dabei entscheidend, das Prüfsystem schnell und flexibel auf wechselnde Bauteilgeometrien einstellen zu können.
Bild 4: Qualitätsprüfung bei MIM-Bauteilen findet im mikroskopischen Bereich statt.
#5 Schadensanalyse an Maschinenkomponenten
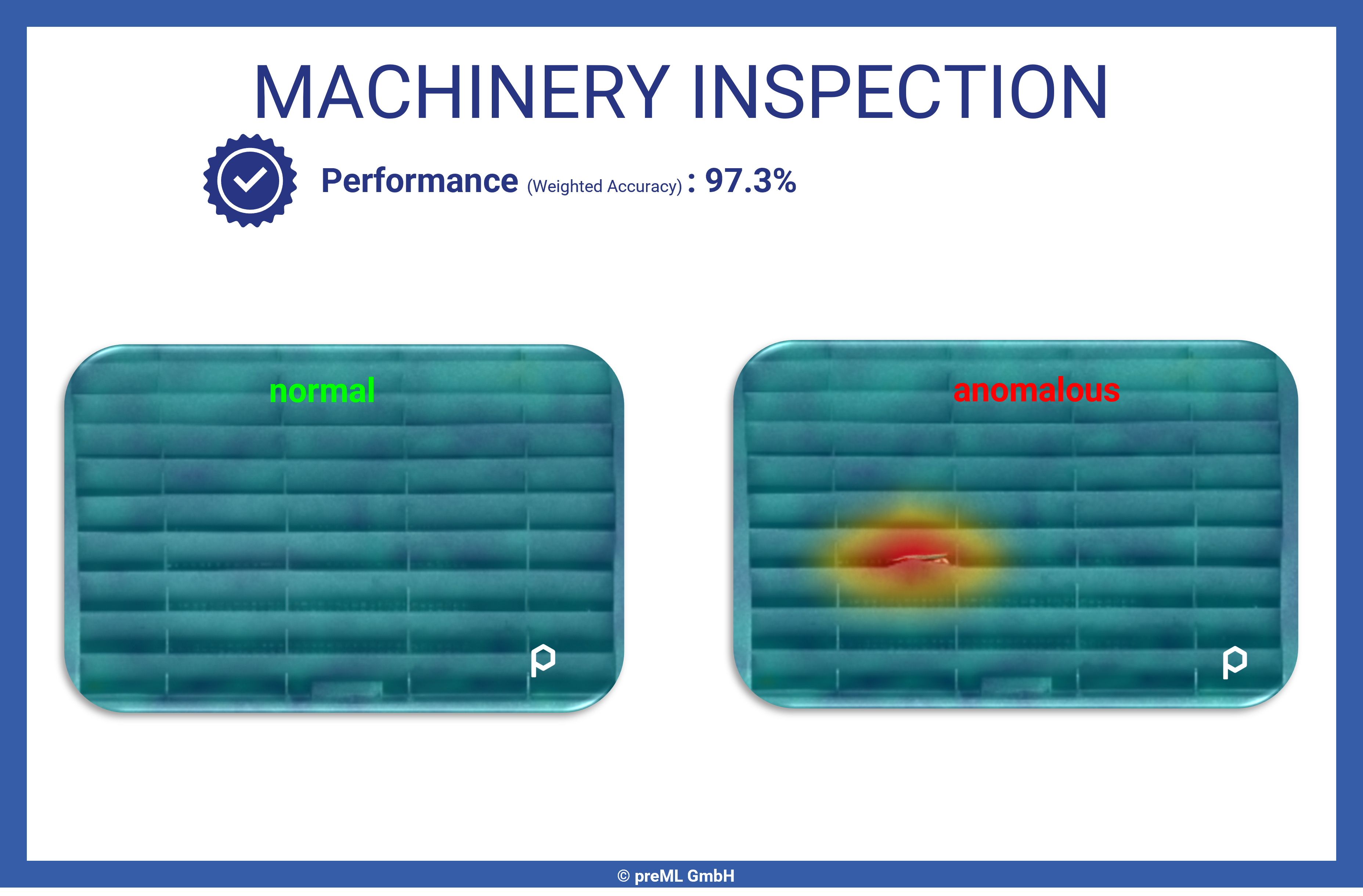
Im Fokus dieses Projekts stand die flexible Inspektion unterschiedlicher Komponenten einer hochsensiblen Maschine. Die Herausforderung bestand darin, mehrere spezifische Prüfpunkte gezielt anzufahren, um den Zustand einzelner Bauteile zuverlässig zu bewerten. In der Anwendung wird die Kamera aktiv zum jeweiligen Prüfbereich positioniert, das Bild aufgenommen und anschließend automatisiert ausgewertet, dabei werden Kratzer, Abnutzungen oder strukturelle Veränderungen zuverlässig erkannt. Mit Vision Lab konnten wir auf dem bereitgestellten Datensatz eine Performance von 97,3 % erreichen, und das selbst bei variierenden Lichtverhältnissen und unterschiedlichen Oberflächenstrukturen.
Bild 5: Viele Kamerapositionen mit jeweils eigenen Modellen. Dadurch wird die Prüfung schnell und zuverlässig automatisiert.
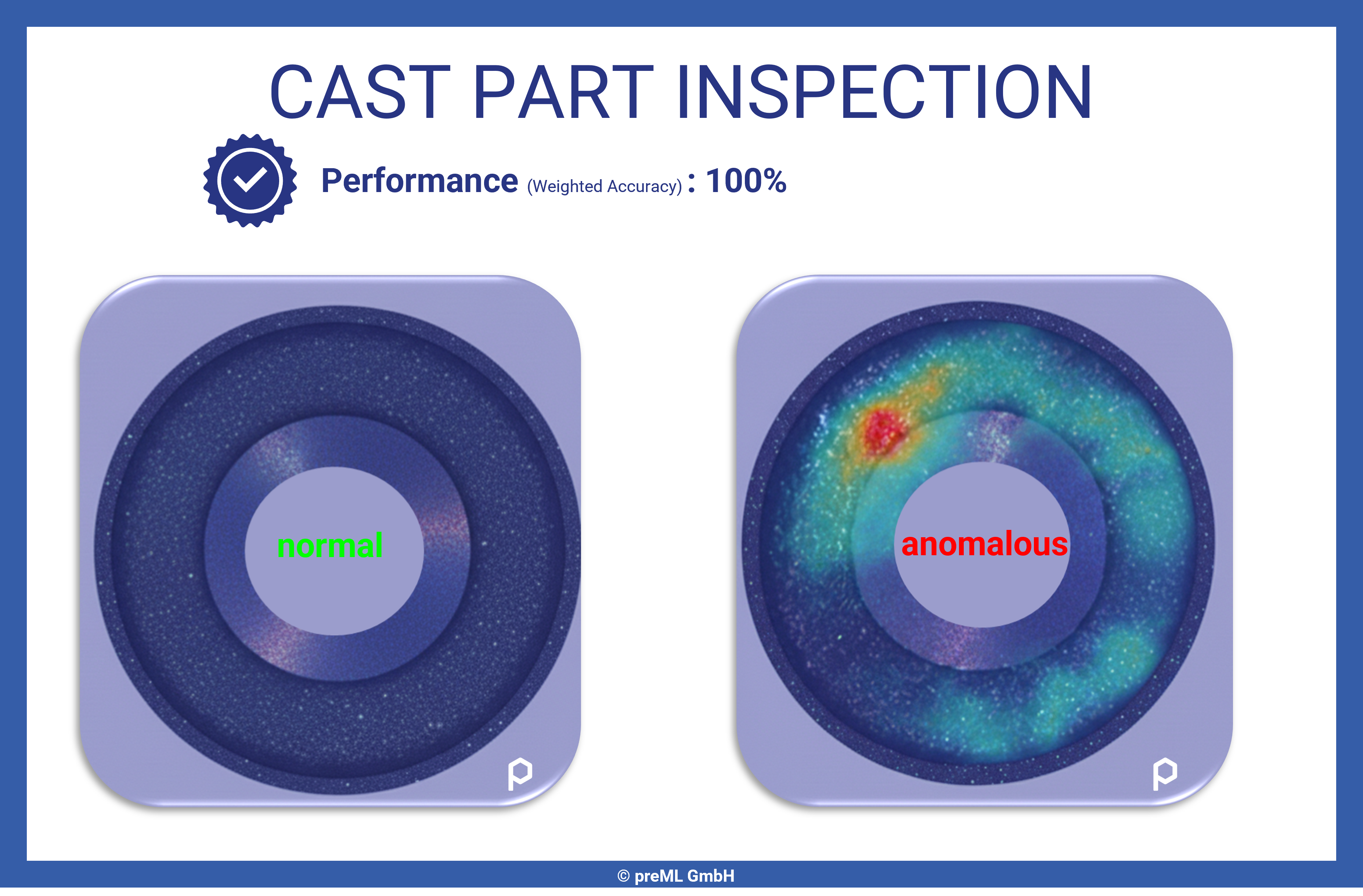
#6 Oberflächenprüfung von Gussteilen
In diesem Projekt lag der Fokus auf der flexiblen Qualitätsprüfung von Gussteilen in der Nachbearbeitung, unter hohem Kostendruck bei gleichzeitig möglichst vollständiger Bauteilprüfung. Das Bauteil wird aktiv vor der Kamera positioniert und aus mehreren Blickwinkeln aufgenommen, sodass externe Beschädigungen wie Kratzer, Schlagstellen oder Bearbeitungsspuren zuverlässig erkannt werden können. Durch die mehrperspektivische Aufnahme lassen sich auch schwer zugängliche Bauteilbereiche sicher prüfen. Diese Vorgehensweise ermöglicht eine kosteneffiziente Lösung ohne Abstriche bei der Prüfqualität.
Bild 6: Durch den hohen Automatisierungsgrad in der Industrie können Cobots und Roboter prozessbedingte Taktpausen für die Durchführung von Inspektionsaufgaben nutzen.
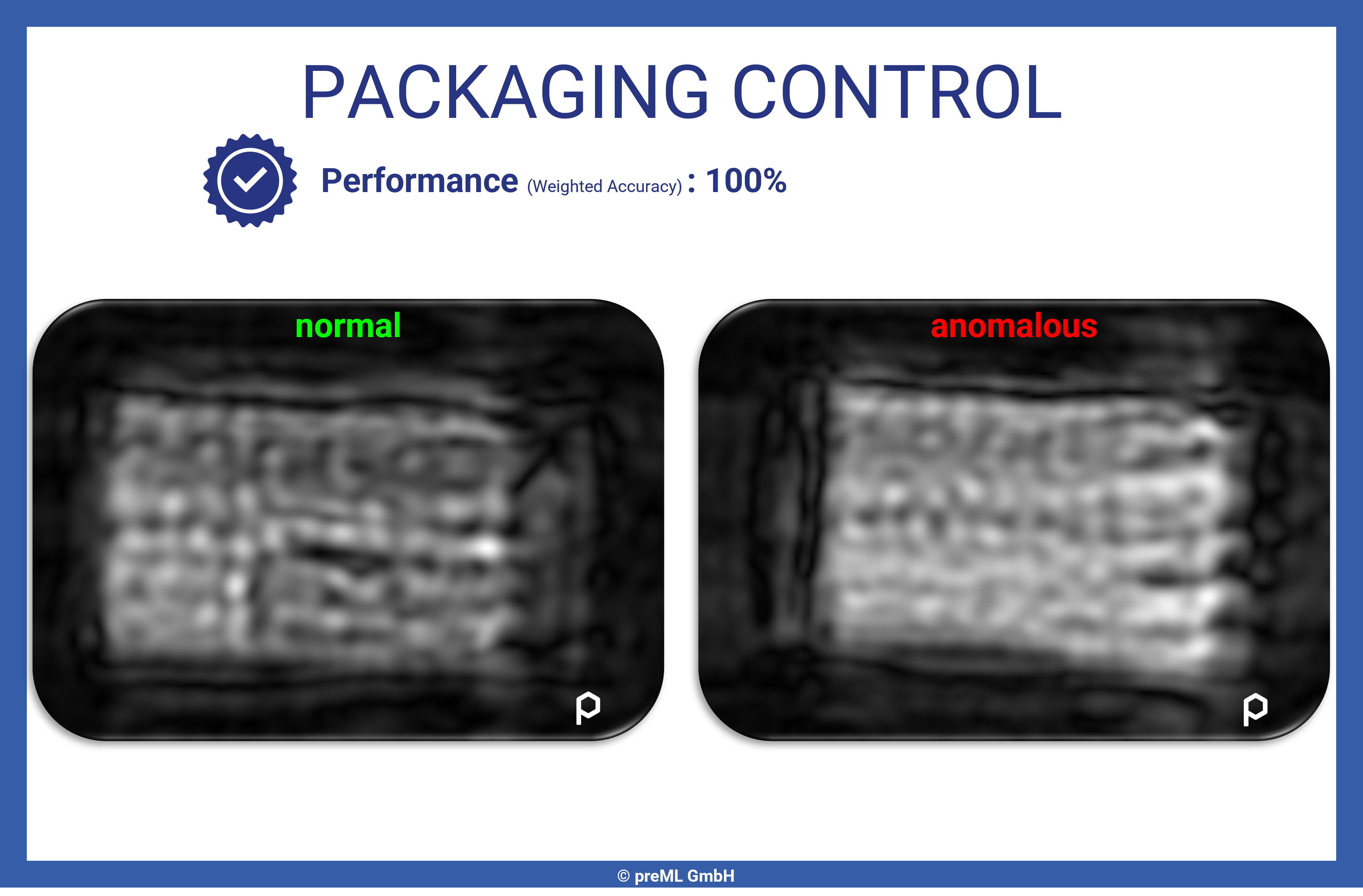
#7 Anomalie-Detektion mit Radar-Sensoren
Neben 2D-Sensoren, 3D-Kameras, Stereo-Kameras und TOF-Sensoren konnten wir erstmals mit einem sogenannten „Radar-Imager“ arbeiten. Dieser Sensor sendet elektromagnetische Wellen aus und liefert verschiedene Reflexionsschichten als Eingangsdaten für unsere Software. Im konkreten Anwendungsfall haben wir Anomalie-Detektion eingesetzt, um eine Multipackung von Süßwarenverpackungen zu untersuchen und mögliche Abweichungen im Zustand zu erkennen. Im spezifischen Fall konnten wir eine 100 %ige Klassifizierungsgenauigkeit nachweisen, ein vielversprechendes Ergebnis für den Einsatz dieser Sensortechnologie in der automatisierten Qualitätsprüfung.
Bild 7: Während das menschliche Auge Probleme hat Anomalien auf dem Output eines RadarImagers zu sehen, ist das für das Anomalie Detektionsmodell kein Problem.
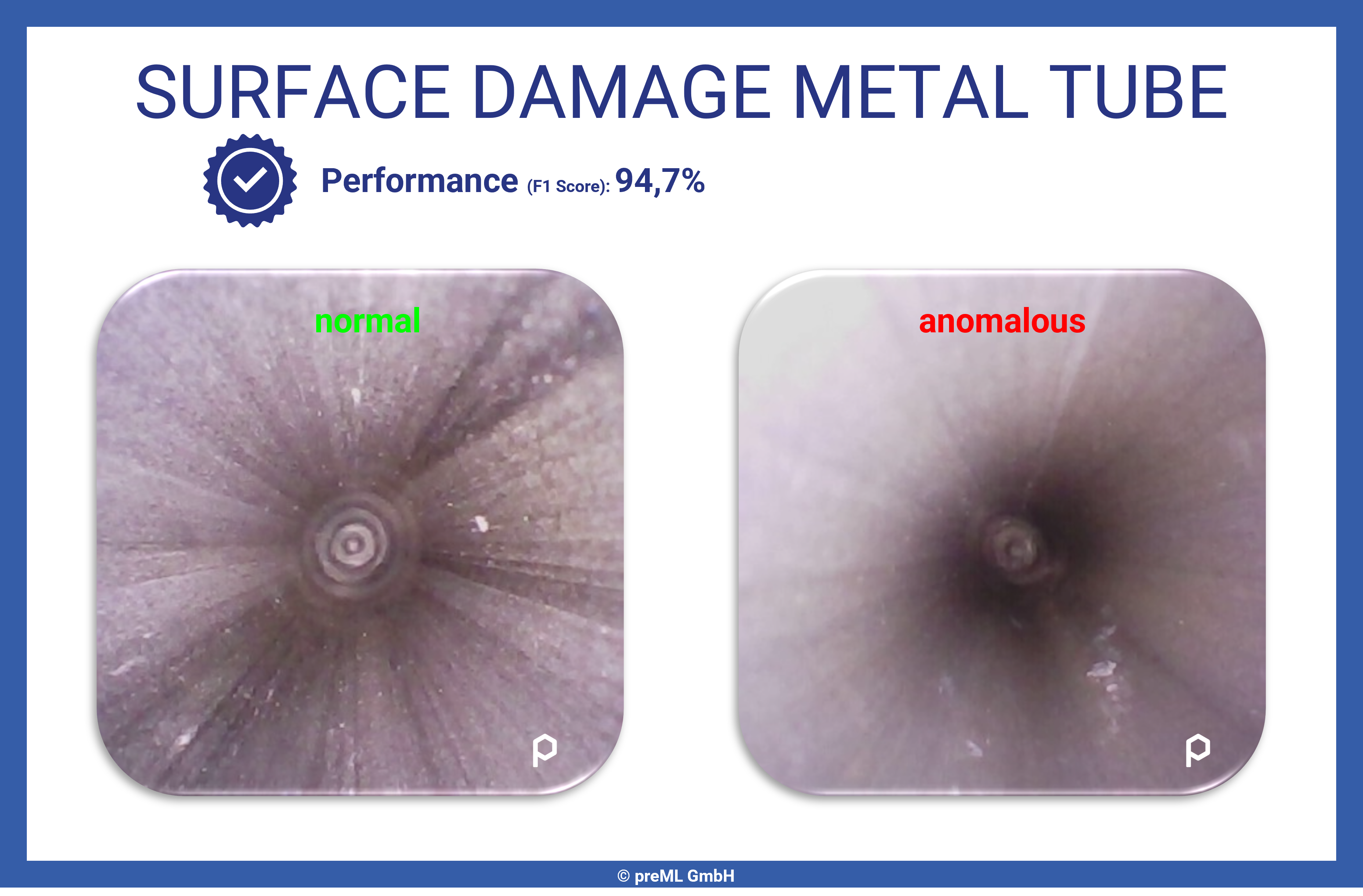
#8 Inspektion von Innenoberflächen
Innenoberflächen sind grundsätzlich schwer automatisiert zu prüfen, da die Bildaufnahme komplex ist. In diesem Anwendungsfall geht es darum, Schäden an der Innenwand von Hohlkörpern effizient zu erkennen. Mithilfe speziell angepasster Beleuchtung und Optik gelingt es, auch tief liegende Bereiche zuverlässig abzubilden. Beim spezifischen Bauteil konnte ein F1-Score von 94,7 % erreicht werden.
Bild 8: Die Prüfung von Innenflächen von Hohlkörpern stellt eine besondere Herausforderung dar.
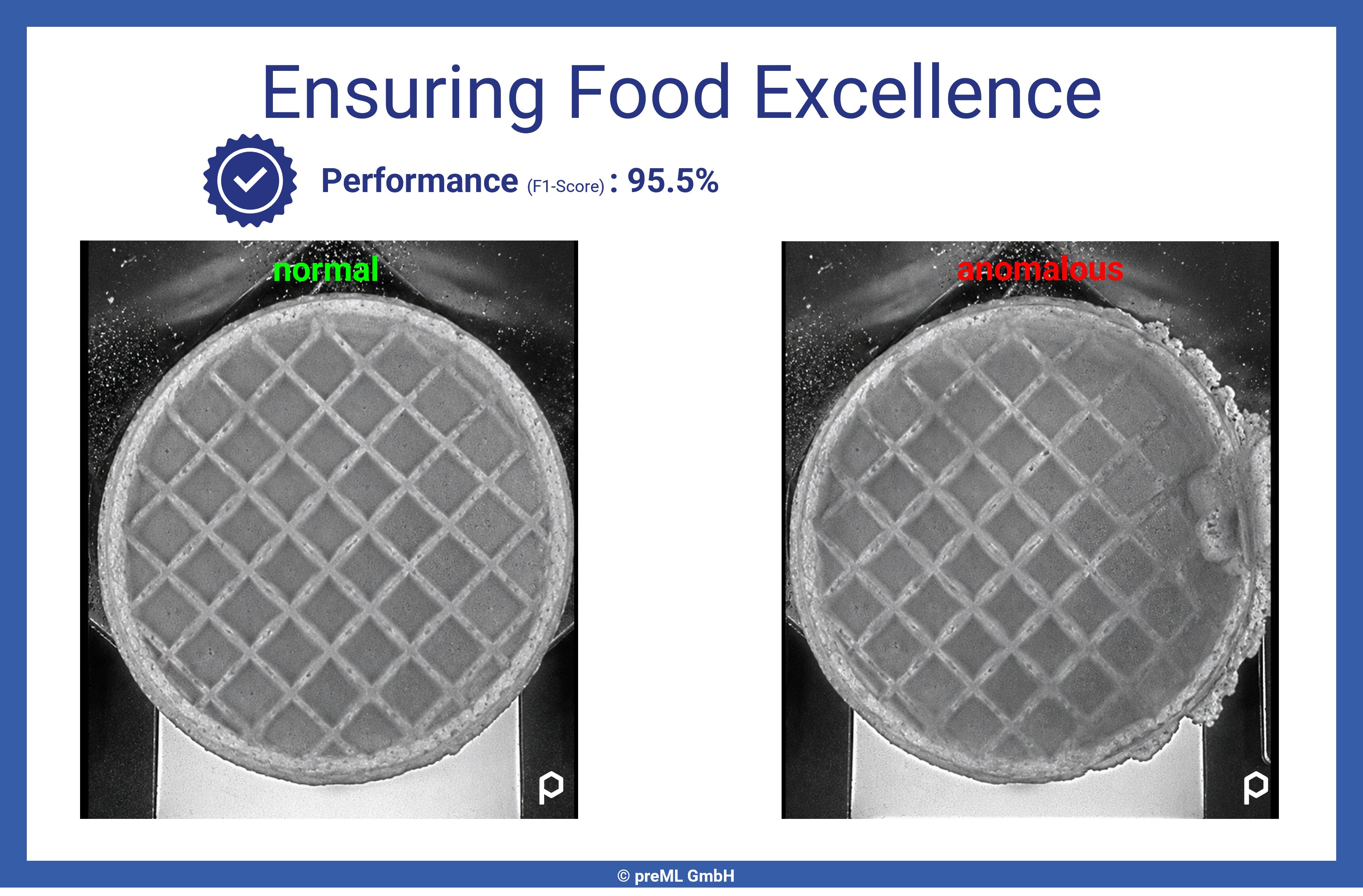
#9 Fehlererkennung in der Lebensmittelproduktion
In diesem Anwendungsfall sollten Süßwaren auf Defekte kontrolliert werden. Dazu wurde ein Modell trainiert, das sehr zuverlässig Abweichungen vom Normalzustand erkennt. Die Herausforderung lag dabei in der natürlichen Varianz des Produkts, da keine zwei Süßwaren exakt gleich aussehen. Das Modell muss dennoch zwischen akzeptabler Variation und echten Fehlern unterscheiden. Das Ergebnis überzeugte mit einer hohen Erkennungsrate (95,4%) bei gleichzeitig niedriger Falsch-positiv-Rate.

Bild 9: Hohes Produktionstempo und starker Preisdruck machen automatisierte Anomaliedetektionsmodelle zu einem entscheidenden Wettbewerbsvorteil für die Lebensmittelindustrie.
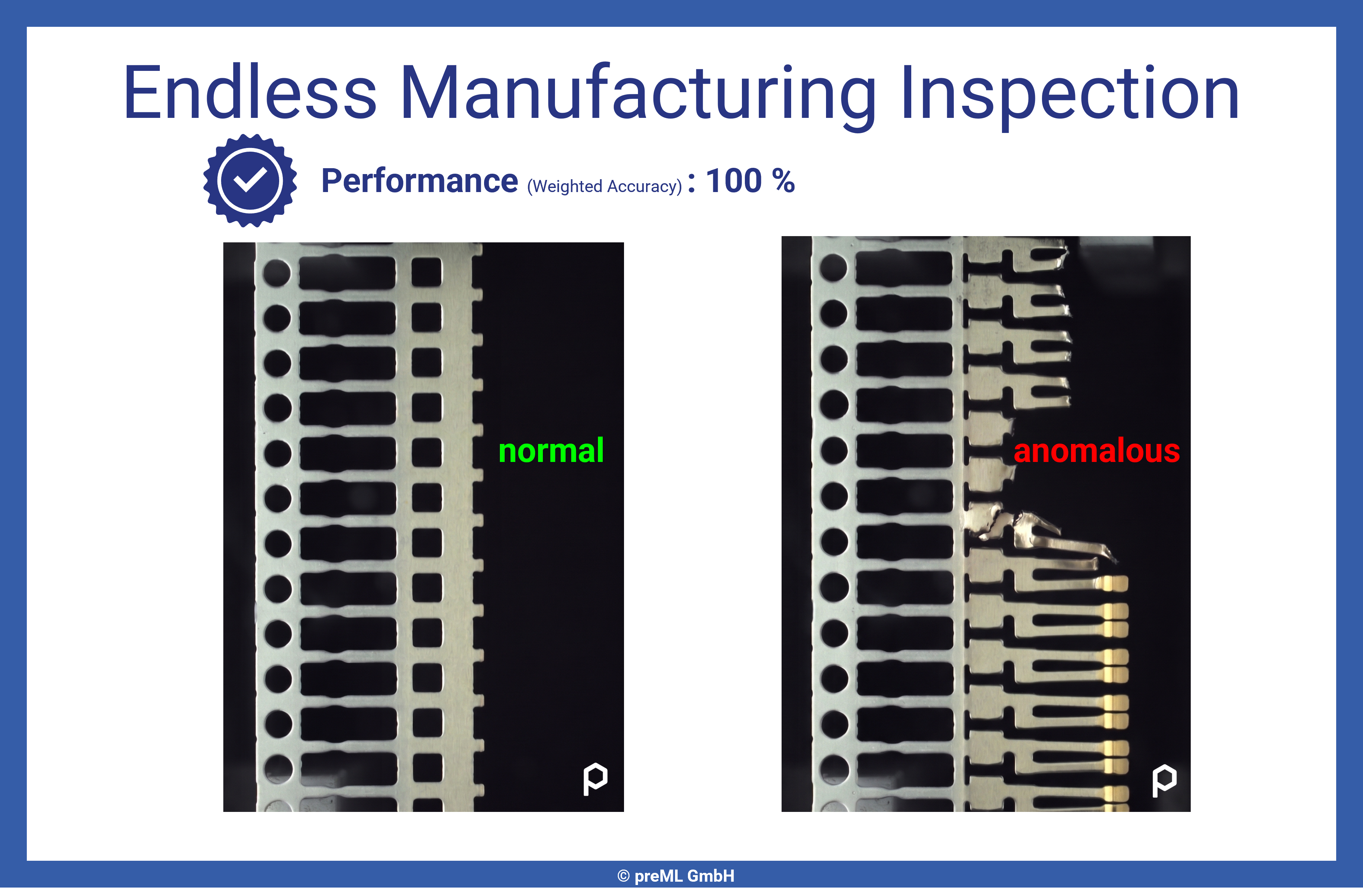
#10 In-Line-Prüfung in der Bandproduktion
In-Line-Defekterkennung in der kontinuierlichen Bandproduktion stellt besondere Anforderungen an Geschwindigkeit und Robustheit des Prüfsystems. Da das Material ohne Unterbrechung durch die Anlage läuft, muss die Auswertung in Echtzeit erfolgen und zuverlässig auch bei wechselnden Produktionsbedingungen funktionieren. Im Kundendatensatz erreichten wir mit unserem Anomalie-Detektionsmodell eine Klassifikationsgenauigkeit von 100 %.

Bild 10: Oberflächenprüfung in der kontinuierlichen Produktion – Qualitätssicherung direkt in der Linie
Fazit
Abschließend lässt sich sagen, dass nicht alle aufgeführten Anwendungsfälle final mit Anomalie-Detektionsmodellen umgesetzt wurden. In der Praxis zeigt sich, dass die Modellauswahl stark von der jeweiligen Prüfaufgabe, den wirtschaftlichen Zielen sowie der Produktionsumgebung abhängt. Unsere Ingenieure bei preML evaluieren deshalb in der Projektierungsphase stets alle relevanten Modellansätze – nicht ausschließlich Anomalie-Detektion. Bei Kostendruck, hohem manuellem Prüfaufwand, vielen Prüfpunkten und wechselnden Produkten ist die Anomalie-Detektion jedoch stets eine vielversprechende Option für die Umsetzung.
Schreiben Sie uns gerne, falls Sie aktuell einen Anwendungsfall in Ihrem Unternehmen haben, oder hinterlassen Sie einen Kommentar mit Ihrer Meinung zu Anomalie-Detektionsmodellen. Wenn Sie selbst ein erstes Modell trainieren möchten, können Sie sich jederzeit einen kostenlosen Demo-Account auf der preML-Website anlegen.
Cheers!
David
Weitere Blog Posts zum Thema:
Anomalie Detektion für automatisierte Qualitätsprüfung: 10 Anwendungsfälle aus der Praxis
Für alle, die sich mit den Themen Machine Vision [...]
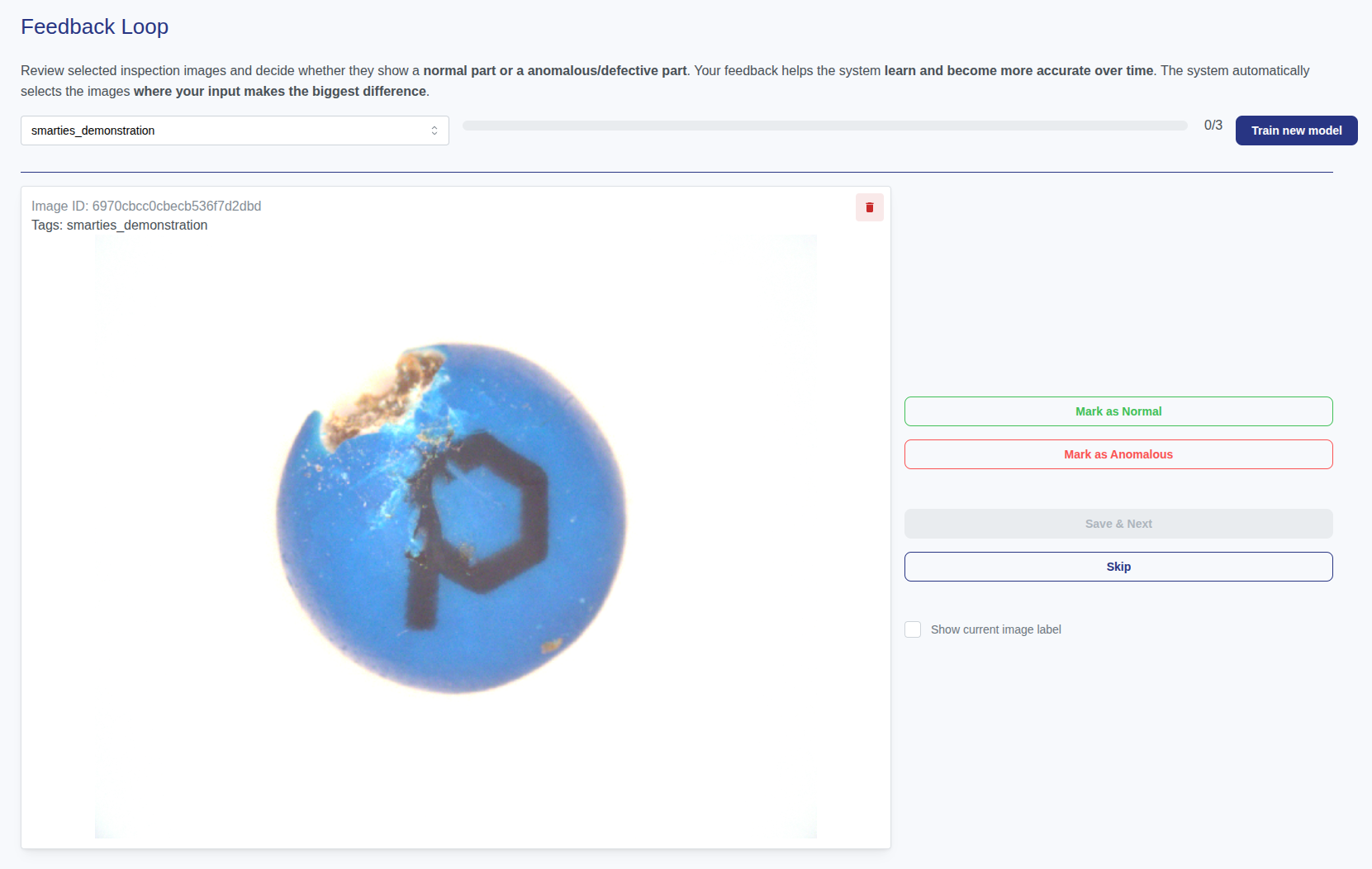
Feedback Loop für KI-basierte Anomalieerkennung: Präzisere Qualitätskontrolle durch Nutzerfeedback
Unser neues Feedback-Loop-Feature ermöglicht eine kontinuierliche Verbesserung der KI-basierten [...]
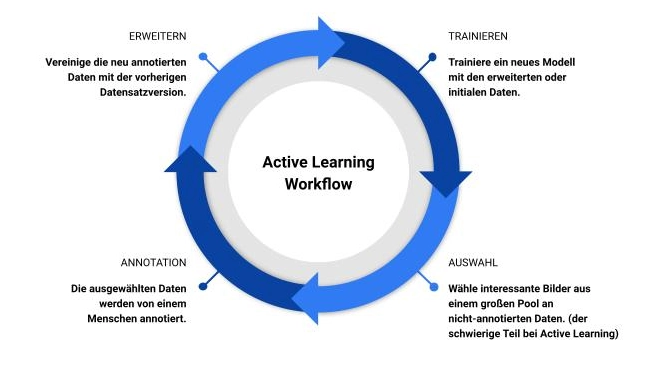
Konsensus – Wie man mit Active Learning Data Poisoning erkennen kann.
Beim Active Learning geht es primär darum, die Datenmenge [...]
Autor
David Fehrenbach
David ist Geschäftsführer von preML und schreibt über technologie- und geschäftsbezogene Themen im Bereich Computer Vision und maschinelles Lernen.