Author
David Fehrenbach

David is Managing Director of preML and writes about technology and business-related topics in computer vision and machine learning.
For anyone working with machine vision and automated inspection — and looking for practical solutions in this space — the advantages of anomaly detection algorithms are clear: easy to use, cost-effective, and straightforward to implement.
It’s not a silver bullet for every image processing challenge, but for anyone who has worked on traditional machine vision projects, anomaly detection feels like a cheat code.
Models can be trained from as few as 10 “normal” images, you can get started without any defect examples, and the entire workflow comes down to just 3 steps. Quite simply: if you can manage an email inbox, you can train an anomaly detection model.
Last year, we made our anomaly detection environment — preML Vision Lab — publicly available and free to use on our website. Since then, we’ve supported a wide variety of use cases, and in this article I’d like to share some of the most interesting ones tackled on the platform.

Media 1: The 10 Use Cases from This Article
Note: For confidentiality reasons, some images in this post were recreated using AI. However, we ensured that the core characteristics of each use case were preserved.
+++ Build your first AI model in just 5 minutes – get started for free with preML Vision Lab now! +++
#1 Overmolding Defects in Injection Molding Production
Overmolding defects are a classic issue in injection molding production. In this specific case, an insert component is encapsulated by plastic, and a clean separation between the materials is desired. In this customer dataset, we achieved a performance of 98.5%. In practice, this means that out of 1,000 inspected parts, only 15 are misclassified — a significant reduction in the burden of manual visual inspection.
Image 1: Overmolding defects in injection molding production
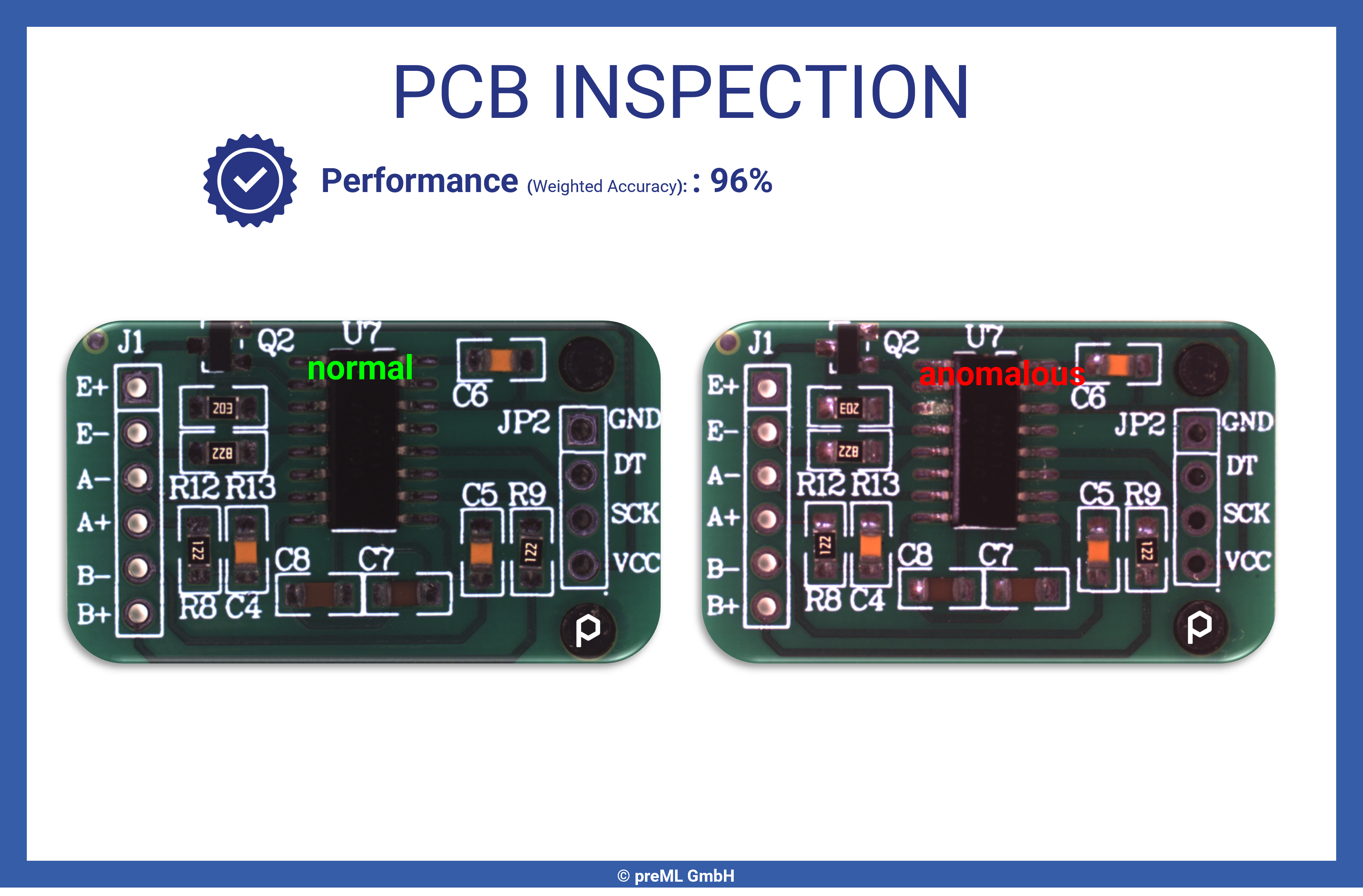
#2 PCB Inspection for Small Batch Sizes
Automated Optical Inspection (AOI) is standard for high-volume production. However, for small batch sizes or high variability between PCBs, traditional AOI systems are often not economically viable, which is why we are increasingly receiving requests in this area. In one customer project, we implemented a PCB inspection solution that remains cost-effective even for small production runs, achieving a performance of 96%. The key challenge was reliably detecting very small components relative to the overall image and supporting human inspectors in identifying systematic deviations.
Image 2: Missing solder joints and components must be detected
#3 Defect Detection on Plastic Components
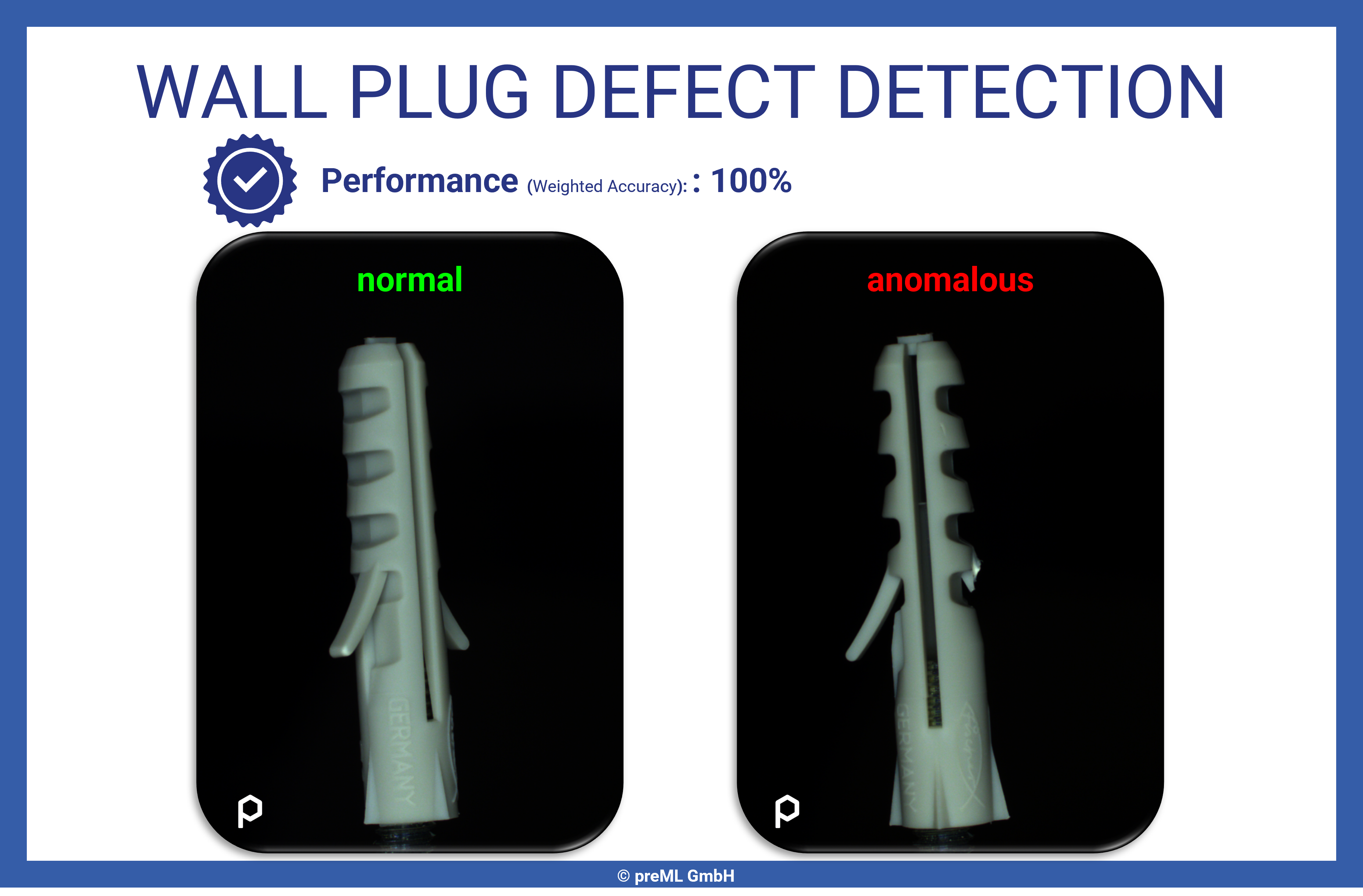
This use case focuses on reliably detecting deviations and defects on components. For illustration purposes, we use the “Wall Plug” dataset, which was captured internally and is also available in the Vision Lab demo account for testing. Since parts often arrive rotated during feeding, the model must understand that rotation is “normal,” while cracks or material defects are not. On this dataset, we achieved 100% defect detection reliability, even when components are rotated.
Bild 3: This dataset was created by preML and is available in every free Vision Lab demo account.
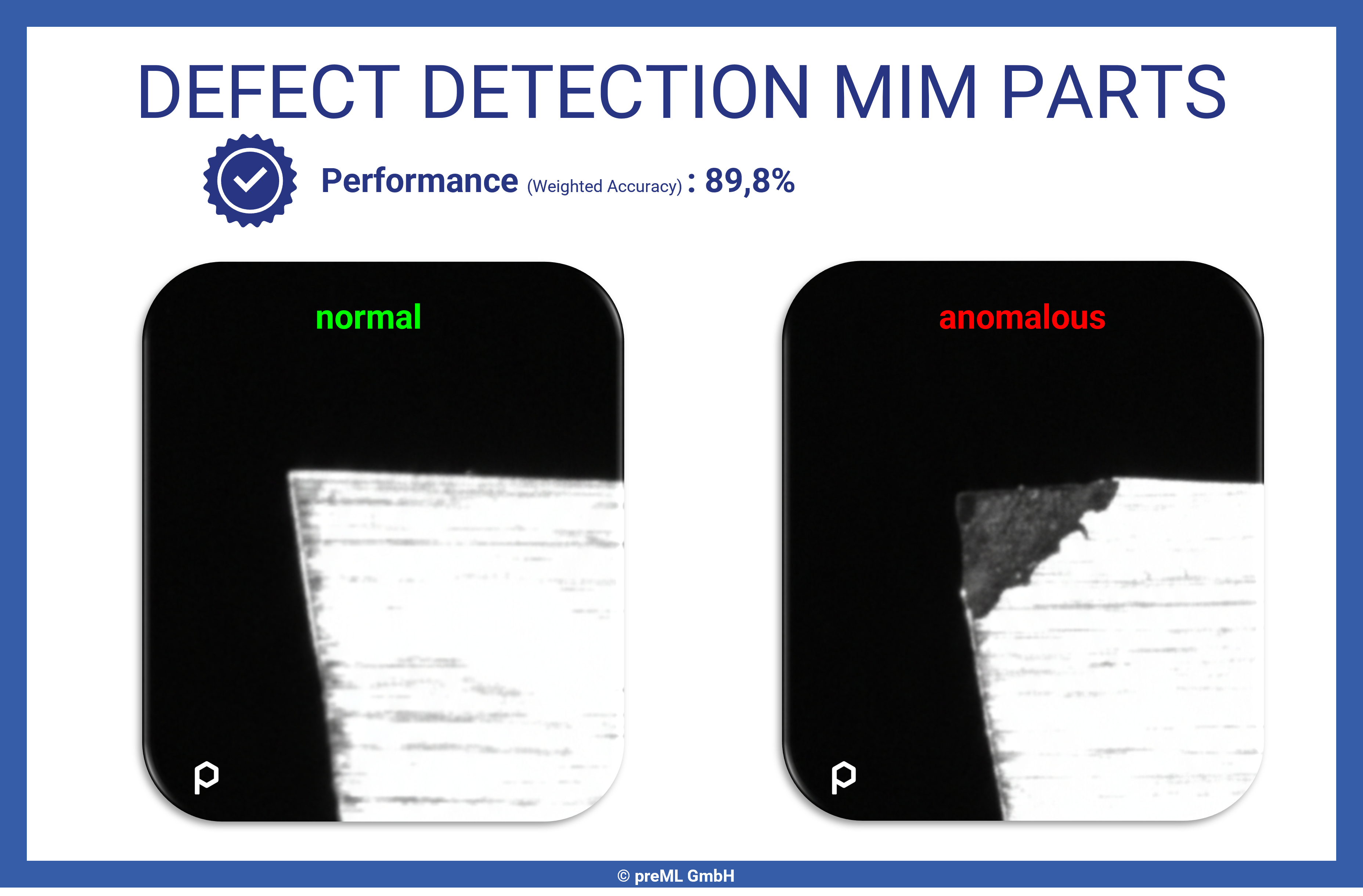
#4 Quality Inspection of MIM Components
This project focused on microscopic images, highly reflective surfaces, and several highly critical inspection areas. The inspected parts are manufactured using the Metal Injection Molding (MIM) process: metal powder is mixed with a binder, injection molded, and then sintered. MIM components are used in industries such as medical technology, automotive, and precision engineering, where quality requirements are extremely high. For our customer, it was essential that the inspection system could be quickly and flexibly adapted to changing component geometries.
Image 4: Quality inspection of MIM components takes place at the microscopic level.
#5 Damage Analysis on Machine Components
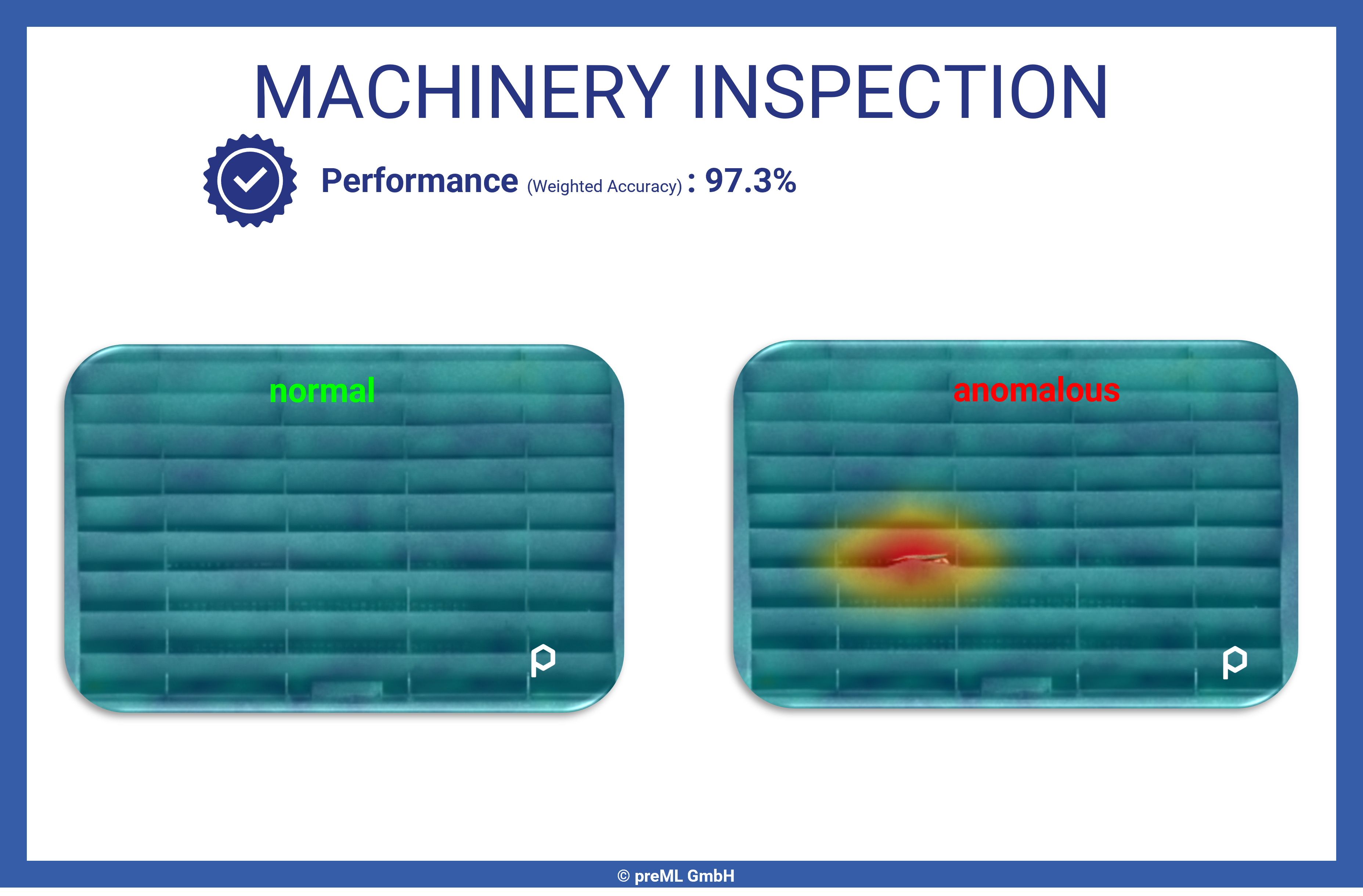
The focus of this project was the flexible inspection of various components within a highly sensitive machine. The challenge was to precisely position the camera at several specific inspection points in order to reliably assess the condition of individual components. In the application, the camera is actively moved to each inspection area, an image is captured, and the image is then automatically analyzed. Scratches, wear, and structural changes can be reliably detected. Using Vision Lab, we achieved a performance of 97.3% on the provided dataset, even under varying lighting conditions and different surface structures.
Image 5: Multiple camera positions with dedicated models enable fast and reliable automated inspection.
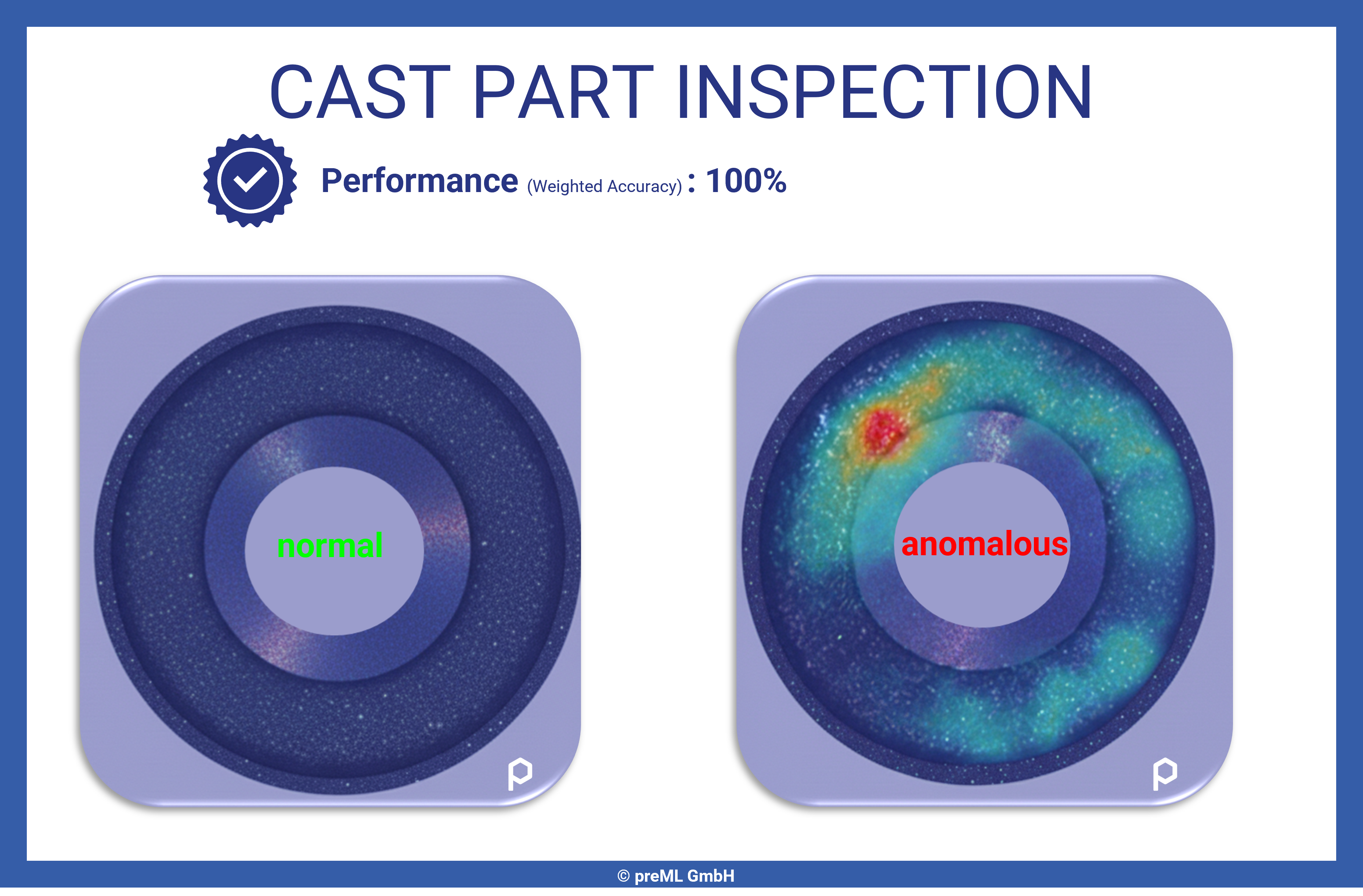
#6 Surface Inspection of Cast Parts
This project focused on the flexible quality inspection of cast parts during post-processing, under strong cost pressure while still ensuring the most comprehensive possible component inspection. The component is actively positioned in front of the camera and recorded from multiple viewing angles so that external damage such as scratches, dents, or machining marks can be reliably detected. The multi-perspective imaging approach also enables reliable inspection of hard-to-reach component areas. This method allows for a cost-efficient solution without compromising inspection quality.
Image 6: Due to the high degree of automation in industry, cobots and robots can use process-related cycle pauses to perform inspection tasks.
#7 Anomaly Detection with Radar Sensors
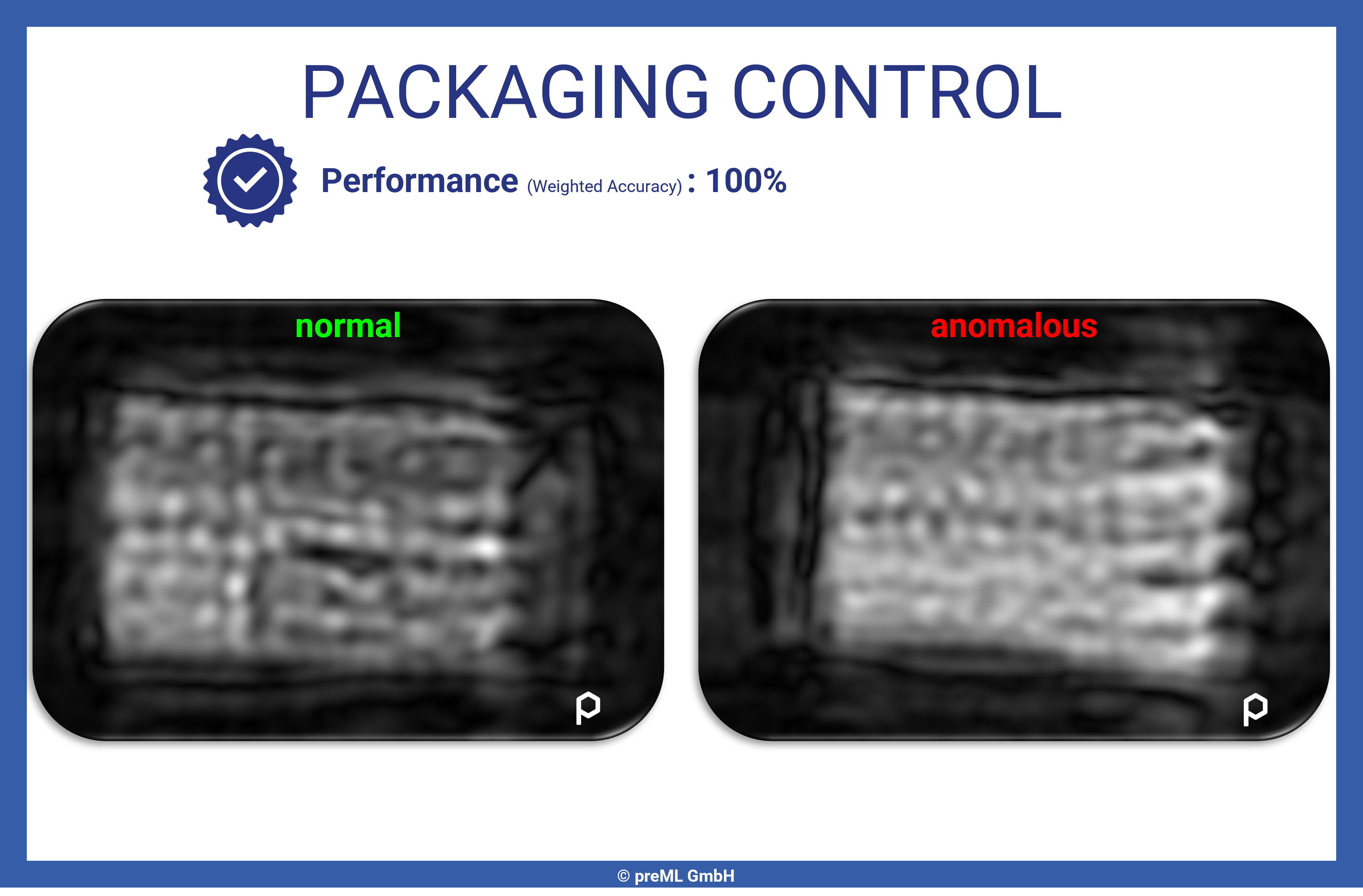
In addition to 2D sensors, 3D cameras, stereo cameras, and TOF sensors, we were able to work for the first time with a so-called “Radar Imager.” This sensor emits electromagnetic waves and provides multiple reflection layers as input data for our software. In this specific use case, we applied anomaly detection to inspect multi-packs of confectionery packaging and identify potential irregularities in their condition. In this case, we achieved 100% classification accuracy — a promising result for the use of this sensor technology in automated quality inspection.
Image 7: While the human eye struggles to identify anomalies in radar imager outputs, this is no problem for the anomaly detection model.
#8 Inspection of Internal Surfaces
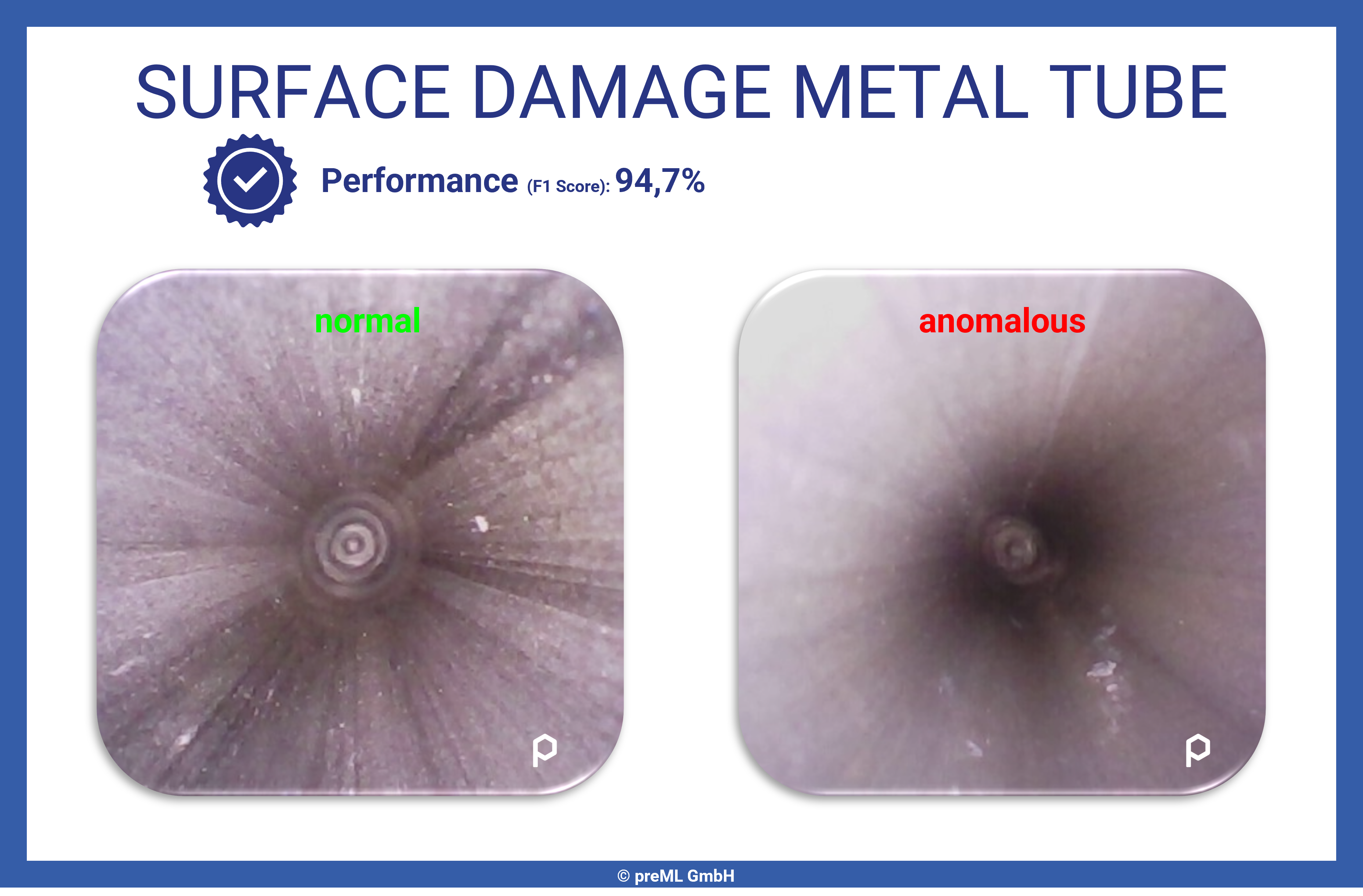
Internal surfaces are generally difficult to inspect automatically because image acquisition is complex. In this use case, the goal was to efficiently detect damage on the inner walls of hollow bodies. Using specially adapted lighting and optics, even deep-lying areas can be reliably captured. For this specific component, an F1 score of 94.7% was achieved.
Image 8: Inspecting the internal surfaces of hollow bodies presents a particular challenge.
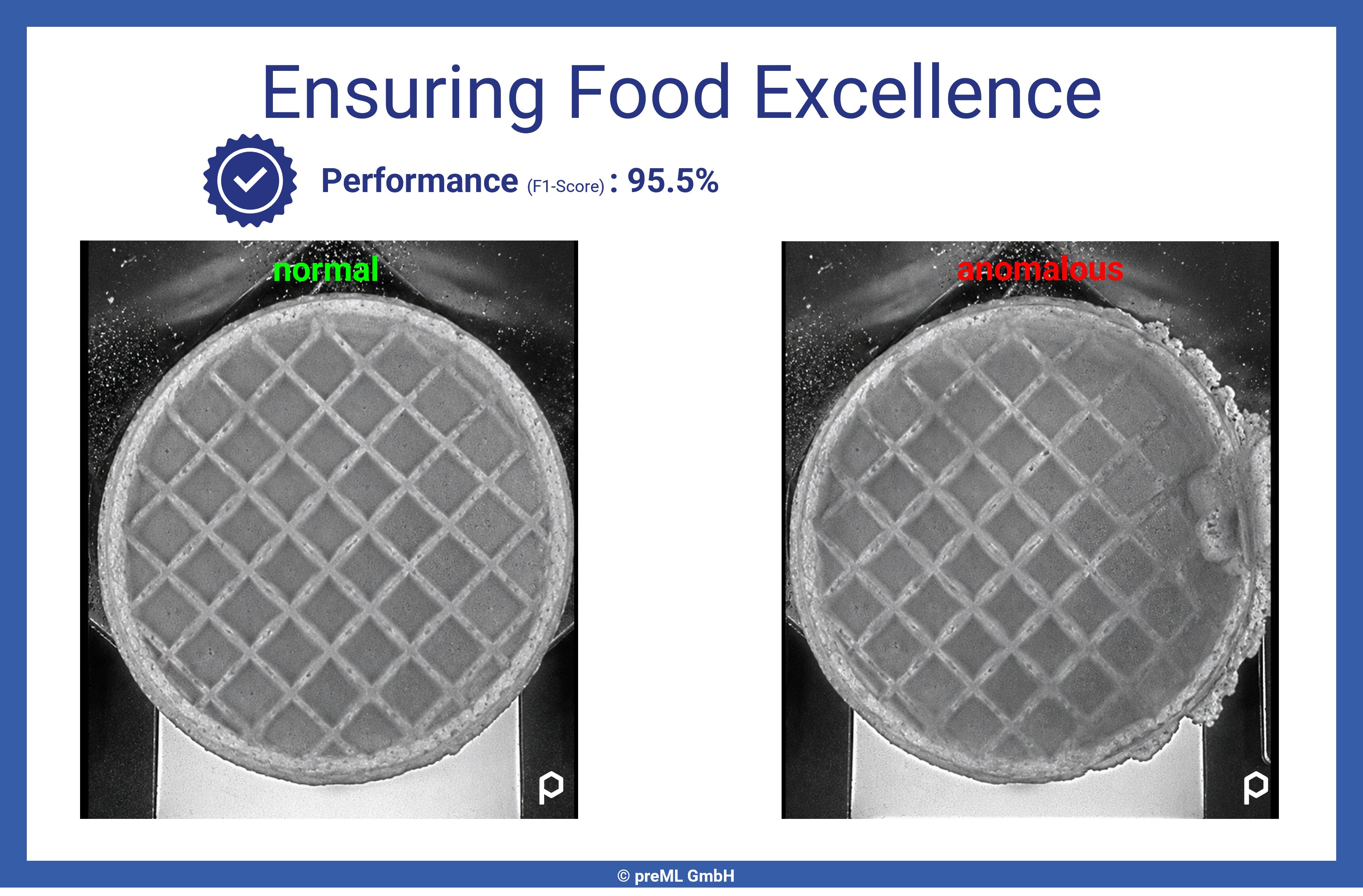
#9 Defect Detection in Food Production
In this use case, confectionery products had to be inspected for defects. A model was trained to reliably detect deviations from the normal condition. The challenge lay in the natural variability of the product, since no two sweets look exactly alike. Nevertheless, the model must distinguish between acceptable variation and actual defects. The result was highly convincing, with a high detection rate (95.4%) combined with a low false-positive rate.

Bild 9: High production speeds and strong cost pressure make automated anomaly detection models a key competitive advantage for the food industry.
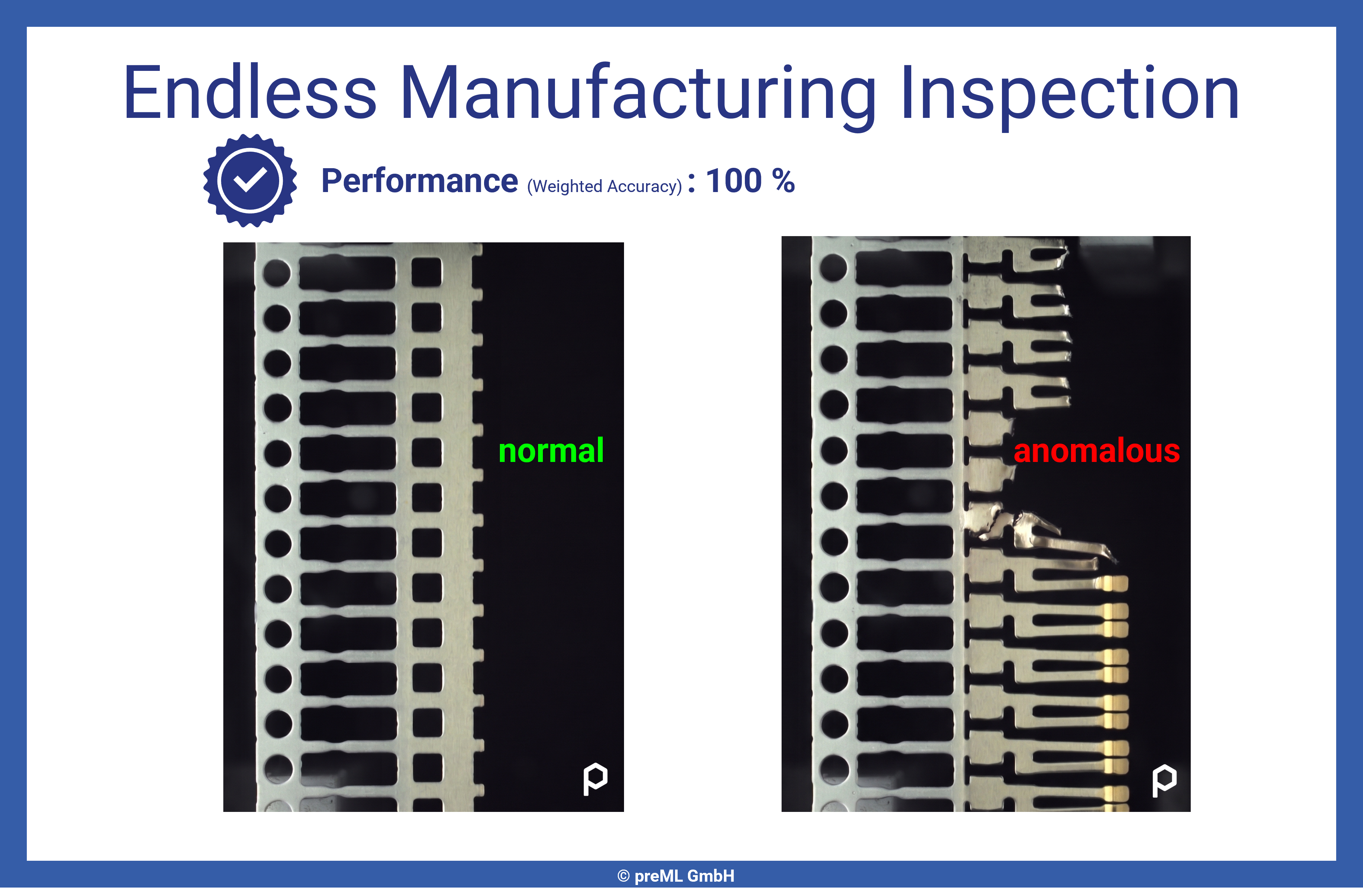
#10 In-Line Inspection in Continuous Strip Production
In-line defect detection in continuous strip production places special demands on the speed and robustness of the inspection system. Since the material moves continuously through the production line without interruption, the analysis must be performed in real time and remain reliable even under changing production conditions. On the customer dataset, our anomaly detection model achieved a classification accuracy of 100%.

Bild 10: Surface inspection in continuous production — quality assurance directly within the production line
Conclusion
In conclusion, not all of the listed use cases were ultimately implemented using anomaly detection models. In practice, the choice of model depends heavily on the specific inspection task, economic objectives, and production environment. Therefore, during the project planning phase, our engineers at preML evaluate all relevant model approaches — not anomaly detection alone. However, in scenarios involving cost pressure, high manual inspection effort, numerous inspection points, and changing products, anomaly detection consistently proves to be a highly promising implementation option.
Feel free to contact us if you currently have a use case within your company, or leave a comment with your opinion on anomaly detection models. If you would like to train your own first model, you can create a free demo account on the preML-Website at anytime.
Cheers!
David
Weitere Blog Posts zum Thema:

Optimizing Construction Logistics with Real-Time AI Solutions: Vehicle Detection, Load Estimation, and Drive Direction
Logistics always strives to deliver operational excellence and customer satisfaction. [...]
SME conference 2023: Focus on innovative strength
Over 130 companies presented their progress in projects funded [...]
{kind=link}
The 6th European Machine Vision Forum 2023: A Recap
The European Machine Vision Forum (EMVF) is a remarkable [...]
Autor
David Fehrenbach
David is Managing Director of preML and writes about technology and business-related topics in computer vision and machine learning.